



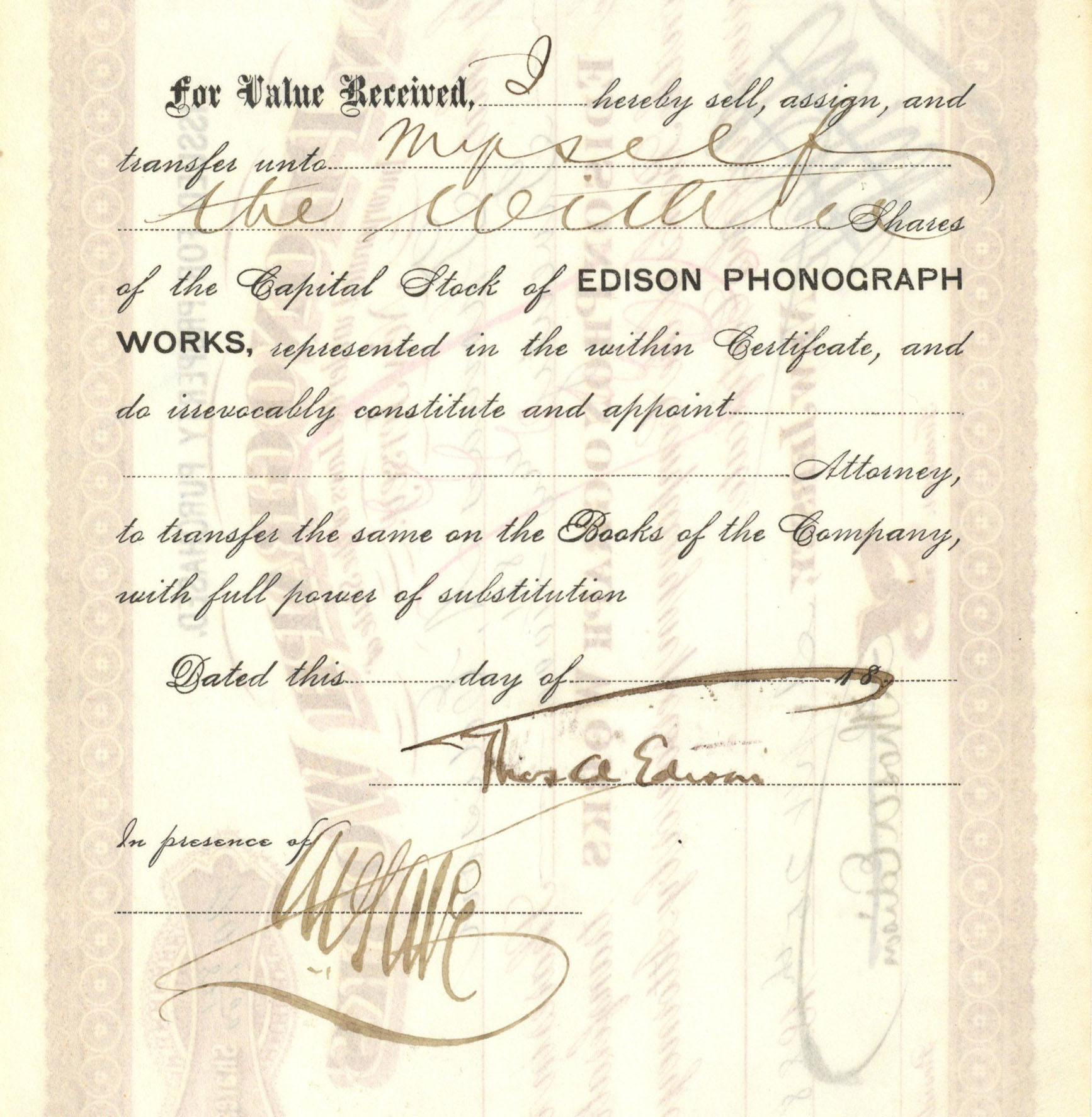
Double signed Thomas A. Edison on the Edison Phonograph Works - dated 1888 Autograph Stock Certificate - Signed Once at Front and Once at Back
Inv# AG1017 Stock

Thomas Alva Edison (1847-1931), considered the greatest Inventor in history. His formal education lasted only three months. He was home schooled by his Mother at the age of 9, she bought him a chemistry book. That began his interest in Chemistry and testing experiments. As a youth he sold newspapers and snacks on the Grand Trunk Railway. While aboard the train he conducted chemical experiments. In 1868 he worked as a telegrapher in Boston. His first invention, an electrographic vote recorder, was patented in 1869.
He also took out patents for an improved stock ticker, a telegraph device used to report the price of gold to brokers' offices. In 1876 he moved his laboratory to Menlo Park, NJ. In 1879, he made commercially practicable the incandescent lamp, but did not invent it. Other inventions included the kinetoscope, ore-mill machinery, the storage battery, and dictating machine. He invented the phonograph, his greatest single achievement from the viewpoint of inventive imagination. In 1888, he founded the Edison Phonograph Works. New Jersey stock dated 1888 signed at front with ink cancellation line, issued to Edison and beautifully signed at back. Very Rare! Exceptional example! Read more at https://en.wikipedia.org/wiki/Thomas_Edison
Edison Records was one of the early record labels that pioneered sound recording and reproduction, and was an important player in the early recording industry. The first phonograph cylinders were manufactured in 1888, followed by Edison's foundation of the Edison Phonograph Company in the same year. The recorded wax cylinders, later replaced by Blue Amberol cylinders, and vertical-cut Diamond Discs, were manufactured by Edison's National Phonograph Company from 1896 on, reorganized as Thomas A. Edison, Inc. in 1911. Until 1910 the recordings did not carry the names of the artists. The company began to lag behind its rivals in the 1920s, both technically and in the popularity of its artists, and halted production of recordings in 1929.
Thomas A. Edison invented the phonograph, the first device for recording and playing back sound, in 1877. After patenting the invention and benefiting from the publicity and acclaim it received, Edison and his laboratory turned their attention to the commercial development of electric lighting, playing no further role in the development of the phonograph for nearly a decade. Edison's original phonograph recorded on sheets of tinfoil and was little more than a crude curiosity, although one that fascinated much of the public. These earliest phonographs were sold mainly to entrepreneurs who made a living out of traveling around the country giving "educational" lectures in hired halls or otherwise demonstrating the device to audiences for a fee. The tinfoil phonograph was not fit for any real practical use and public interest soon waned. Read more at https://en.wikipedia.org/wiki/Edison_Records
A stock certificate is issued by businesses, usually companies. A stock is part of the permanent finance of a business. Normally, they are never repaid, and the investor can recover his/her money only by selling to another investor. Most stocks, or also called shares, earn dividends, at the business's discretion, depending on how well it has traded. A stockholder or shareholder is a part-owner of the business that issued the stock certificates.


Ebay ID: labarre_galleries